
EN 
 English
English Español
Español HOME / NEWS / Industry news / What are the key operating parameters that affect EDM drilling machine performance?
HOME / NEWS / Industry news / What are the key operating parameters that affect EDM drilling machine performance? What are the key operating parameters that affect EDM drilling machine performance?
 2024.09.23
2024.09.23
 Industry news
Industry news
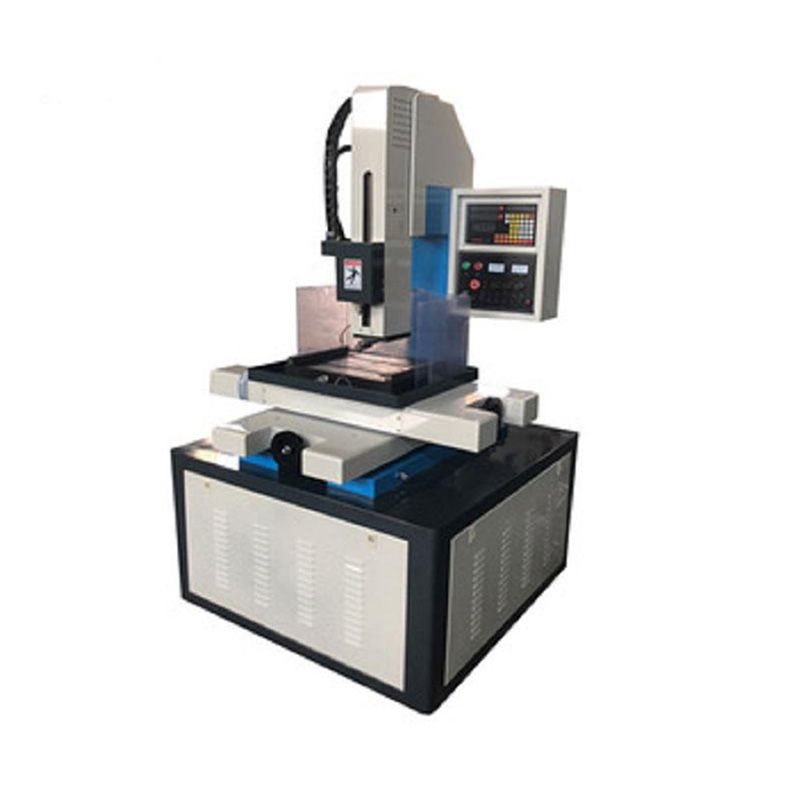
The performance of an EDM (Electrical Discharge Machining) drilling machine is influenced by several key operating parameters. These parameters affect the precision, efficiency, material removal rate (MRR), surface finish, and electrode wear. Understanding and optimizing these parameters is crucial for achieving the desired results in EDM drilling. Below are the key operating parameters:
Discharge Current (Peak Current, Ip):Description: The discharge current is the amount of current that flows during each electrical pulse. It directly affects the material removal rate and surface finish.Effect: Higher current increases the material removal rate but can result in a rougher surface finish and more significant electrode wear. Lower current produces a finer finish but at a slower drilling rate.
Pulse Duration (On-Time, Ton):Description: Pulse duration refers to the time period during which the electrical discharge is active. It is measured in microseconds (μs).Effect: A longer pulse duration allows more energy to be discharged, increasing the material removal rate.However, it may also lead to a rougher surface finish and greater heat generation, which can affect the quality of the drilled hole. Shorter pulses result in finer surfaces but slower machining.
Open-Circuit Voltage (V):Description: The open-circuit voltage is the potential difference between the electrode and the workpiece when no discharge is occurring.Effect: Higher voltage increases the energy in each discharge, which can increase material removal rates. However, it can also cause a rougher surface finish and larger heat-affected zones. Lower voltage offers finer control for precision drilling.
Flushing Pressure and Dielectric Flow Rate:Description: Dielectric fluid (usually deionized water or oil) is flushed through the machining area to cool the workpiece and remove eroded material (debris).Effect: Proper flushing prevents debris from accumulating in the gap, which can cause arcing, reduce accuracy, and lead to poor hole quality. High flushing pressure can improve debris removal but may destabilize small electrodes.
Gap Distance (Spark Gap):Description: The gap distance is the space between the electrode and the workpiece where electrical discharges occur.Effect: A smaller gap produces more precise holes but requires careful control to avoid short circuits or arcing. A larger gap increases material removal but can lead to less accurate results.
Electrode Wear Rate:Description: Electrode wear refers to the gradual erosion of the electrode during machining.Effect: High electrode wear negatively affects accuracy and requires more frequent electrode replacement. Controlling wear through proper current, pulse duration, and dielectric flow can improve performance.
Workpiece Material Properties:Description: The material being machined, whether a hard alloy, composite, or softer metal, affects the drilling performance.Effect: Harder materials require slower machining speeds and more robust electrodes, while softer materials can be drilled faster with less electrode wear. Material conductivity and thermal properties also play a role in the performance.
Machine Stability and Servo Control:Description: The servo control system regulates the gap between the electrode and the workpiece by adjusting the electrode position.Effect: Stable and accurate servo control ensures a consistent gap, minimizing short circuits and arcing, which improves surface finish and precision.
By carefully controlling and optimizing these parameters, operators can improve the accuracy, material removal rate, surface finish, and overall efficiency of EDM hole drilling machines.



+86 0523-86299598
Business Consulting: +86-13852600778/+86-13905262401/4008080173
Mail: [email protected]
Address: No.2, Station North Road, Hailing District, Taizhou City, Jiangsu Province, China
Copyright © Jiangsu Chuangwei CNC Machine Tool Co., Ltd. Rights Reserved. EDM Wire Cut Machine Manufacturer

